星火10ml口服液灌装轧盖一体机主要用于易拉直管瓶的灌装、上盖、封口。该
灌装机操作、调节及注意事项按机器的工作程序进行分述:
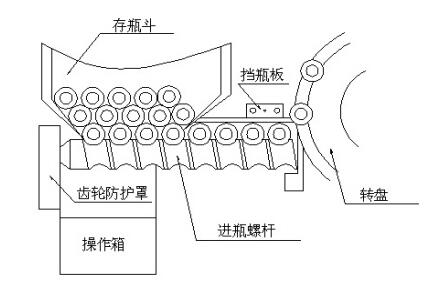
一、进瓶:
进瓶是机器工作程序的第一环节,首先切勿将碎瓶及有裂痕的坏瓶误放进瓶斗内,瓶在瓶斗内通过进料斗斜度及瓶自重推动。瓶径落瓶轨道送入进瓶螺杆。为使瓶能顺利进入进瓶螺杆,落瓶轨道宽度要适宜。防止轨道过宽而使瓶横倒,轨道过紧而卡住瓶子使落瓶不畅造成后续缺瓶而倒瓶,引起瓶在落瓶轨道口与进瓶螺杆衔接处轧瓶,瓶由进瓶螺杆平稳而有规律地送进转盘瓶槽内,要调节好进瓶螺杆与转盘运转时同步使瓶整体进入转盘槽内后,主机传动避免进瓶螺杆与转盘衔接不妥而造成轧瓶,调节进瓶螺杆送瓶位置快慢与转盘衔接位置,可先拆去进瓶螺杆传动齿轮,待调妥后,再将传动齿轮装好,旋紧螺钉。
机器运转即将结束时,落瓶轨道内存瓶不多,使送瓶推力减小,此时须人为助力,将落瓶轨道内余瓶安全送入进瓶螺杆内,使机器正常运转避免轧瓶故障。
 二、灌液针头:
二、灌液针头:
为防止药液泡沫溢出瓶口,故10毫升药液分二次灌液,同时又能提高机器功效。针头上下动作与转盘传动相协调,又与灌液部件动作相配套。主机传动转盘刚停转时,针头下降,(针头高低位置可调整针头架)即灌液开始,待转盘尚未启动时,针头即上升,药液止灌。防止相关之间动作不协调而撞坏针头,而药液灌注瓶外。
如遇针头上下动作与转盘动作不协调时,切勿调动主机动作,须调整针头凸轮前后位置即可。动作协调后,须将所有紧固螺钉锁紧,以防动作失准。
三、灌液:
机器在正常工作情况下,若遇缺瓶时,限位触点触及止灌开关接通吸缺线卷,灌液玻璃泵停止工作药液止灌。空机运转时,须将止灌开关电源关闭,防止吸铁线圈频繁工作,烧坏线圈。
灌液凸轮工作动作服务于针头灌液需要,针头降至最低点时,灌液开始。
四、自动落铝盖:
自动加铝盖是由转盘槽内瓶随主机转动时对准落盖口内的铝盖内径中心拖压将盖落准于瓶口上.铝盖与胶垫紧松配合要好,防止无胶垫的铝盖进入落盖轨道,造成轨盖故障。
(1)振荡送盖数>100只/分。由调节电流(电压)来调整振幅。要将上下铁芯的间隙调准,四边间隙要平行,间隙0.3―0.5毫米为宜。
(2)落盖头两侧弹簧片和正面压弹片位置弹性硬度要适宜。同时落盖口的位置(左、右、高、低)要与转盘糟内的瓶口位置要调节适度。振荡盘座的高低可旋动螺母座来调整,旋动螺母座时先将螺杆紧定螺钉旋松,待调节好后,再将螺钉旋紧。
(3)振荡落盖轨道角度与主机台面成45°,使盖的内径口与垂直瓶口成45°。这样对拖压盖的成功率极高。
五、轧盖:
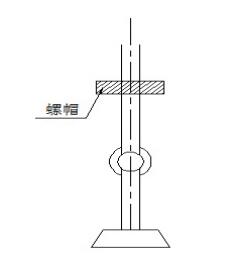
为保证轧盖密封性好,又不因压力过大造成破瓶,可对
10ml口服液灌装轧盖一体机的轧盖机构进行一些调整,轧盖调整好后即可检查联动工作情况(一般设备在出厂时已经经过调试)。若开动联动轧盖有吊瓶现象,这时极易出现动齿条打瓶现象而造成破瓶,其原因是轧刀杆离心压力过大,当顶瓶杆下降时轧刀不肯释放所致,这时只要把轧刀杆配重螺帽往下调一些即可,反之收不紧铝盖边事轧刀杆离心力过小所致,此时将配重螺帽适当往上调一些即可,(如下图)注意三只配重螺帽应调至同等高度为止,以达到三把刀具有同等轧盖力。
 六、出瓶:
六、出瓶:
出瓶部分是本机的最后工序,其结构简单,拨瓶杆传动立柱注意加润滑油保持其传动灵活,出瓶口部份宽隙适宜,拨瓶到出瓶口处,要使瓶立稳,立牢防止瓶松摇不稳。
七、主机传动:
传动部分注意问题:
1、电机与主轴的传动链条,一定要撑紧,因主轴传动一圈中有重轴与空转,撑紧传动链条,可避免机器运转的噪声。
2、将各传动齿轮、链轮、凸轮的所有紧定螺钉旋紧,(机器出厂时都已紧固)防止动作错乱。
3、转盘由主轴传动,若遇机器出故障,转盘错位时传动正常,可将立轴下部的紧固螺母及等分盘上的二只紧定螺丝旋松,将转盘旋转至正确的位置后,旋紧螺母及紧定螺丝即可。
4、对所有凸轮工作面及齿轮,链轮经常稍加润滑油。